Shipping damage is the top number one issue followed by scheduling and only then cost. It is amazing how much freight gets damaged per year. This is particularly true for new blower packages that are shipped via LTL (Less than truckload) and so called common carrier. Although deemed the most cost effective – expediting and broker companies managed to push the cost down - it is the most difficult way to get machinery to a job site undamaged. Because freight must be consolidated in the carrier’s main hubs the equipment must be moved often. The mostly heavy and odd shaped freight with uneven weight distribution is moved with fork trucks that are significantly undersized. Making things worse is the fact that logistics is a business model where people make Cents on a Dollar and thus the time freight spends in non value adding moving around within terminals is kept to an absolute minimum causing fork lift drivers to drive fast and furious. Freight gets shoved around, stacked (when it should not be) and dropped rapidly (giving drop-shipment a different meaning). The result is that sound enclosures, castings, instrumentation etc gets damaged significantly before it even makes it to the final destination.
Read More
Tags:
Aerzen,
rotating equipment,
screw compressor,
Aerzen USA,
pd blower,
rotary lobe blower,
turbo blowers
The majority of all operating manuals provide the equipment user with a time based plan when to change the machine’s oil. This interval is typically designed to protect the oil and subsequently the machine from breaking down prematurely in most if not all operating conditions. So far so good. This comes with a price tag as the machine needs to be properly shut down and locked / tagged out. Besides of the obvious cost for the lubricant you also incur labor and potential production down time cost. For most of the smaller machines requiring less than a gallon of oil for each change it may not make sense to go with a condition based lubricant change. Experts fix what needs fixing and this applies here also. For larger quantities it may make much more sense to go with an oil condition based oil change schedule.
Read More
Tags:
Aerzen,
positive displacement,
screw compressor,
Aerzen USA,
pd blower,
turbo blowers,
wastwater
Plant air is a known energy sink and you may not think of a shop air compressor as an area that can be made more sustainable. At Aerzen’s LEED certified facility in Coatesville we initially were not able to improve upon old concepts at first either. During the course of the last three years we were able to make significant changes to reduce its environmental impact. Adding an electronic controller, variable speed drive, remote monitoring and recycling waste heat did a fantastic job reducing the carbon foot print of the compressed air system. They are simple ideas that you can implement in one way shape or form. Your bottom line may be affected by this more than you think.
Read More
Tags:
positive displacement,
rotating equipment,
compressors,
screw compressor,
oil-free screw process gas compressor,
Aerzen USA,
oil-flooded screw compressor,
pneumatic conveying
In order to properly size a blower system with a vacuum pump, there are five main requirements to consider:
Read More
Tags:
Aerzen,
positive displacement,
rotating equipment,
screw compressor,
Aerzen USA,
pd blower,
rotary lobe blower,
blower sizing
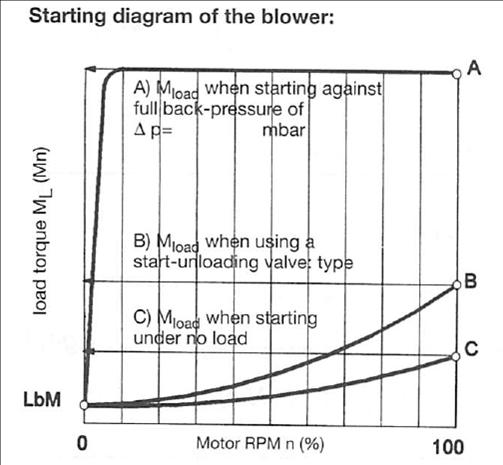
The most common motor start is what is commonly known as “across the line” (direct) motor start. Power companies like when consumers do this as the resulting power draw (Amperage) spike is typically assessed with so called power demand charges on top of the regular power consumption charge in cents/kWh. In any application where the blower or compressor must start against header pressure this starting method carries the greatest penalty as the motor must overcome the rotating equipment’s moment of inertia and the system pressure. The graph below illustrates the power draw and the time it takes to bring the blower / compressor on line. An Aerzen Aeromat automatic start-up unloading valve may be the answer to your problem.
Read More
Tags:
positive displacement,
Aerzen USA,
pd blower,
rotary lobe blower,
blower sizing
Day of start-up is always an exciting time as all the long hard work of engineers and construction folks can finally show off what they have worked on for typically a long time. Most focus is placed on equipment, infrastructure, controls and plant processes. One item that is often underestimated in air and gas moving equipment is the pipe-work that connects primary air movers and the process. Materials of construction, alignment, thermal growth allowance and most of all cleanliness continue to be one of the most unique challenges start-up engineers continue to encounter.
Read More
Tags:
positive displacement,
rotating equipment,
Aerzen USA,
pd blower,
rotary lobe blower,
pneumatic conveying
Oil analysis and vibration analysis make a great tag team when it comes to assessing rotating equipment condition. Even if oil analysis trending is carried out by itself it still can be a powerful tools assessing whether or not there may be trouble coming down the pike – rolling element bearings, gears and other key components leave key evidence of them failing behind in the lubricant. Depending on your plant size and usage of lubricant, quite a few lubricant suppliers also offer free oil analysis. While that seems great at the first glance, there are quite a few wrinkles that can lead straight to catastrophes that the analysis was supposed to help prevent. I will review a few issues and elaborate on what an analysis report should cover in the course of this blog.
Read More
Tags:
Aerzen,
positive displacement,
rotating equipment,
screw compressor,
pd blower,
rotary lobe blower,
turbo blowers,
WWTP,
pneumatic conveying
Have you ever pondered the term of "preventative" maintenance? Well, I have often done so and must admit that I had to laugh when I pictured how this was supposed to actually work in a plant setting. It conjured up visions of maintenance people getting a "call" from the machine controls in question and telling them to come in soon as one of the bearing will fail next Sunday night at 4:05am. While we are closer than ever in diagnosing machinery problems and averting the worst from happening, we are not able to be able to exactly "predicting" when the usable time of a piece of equipment will come to an end. Precision maintenance is when you identify, prioritize and implement a condition monitoring philosophy that is trending based and is designed provide a review process for any process and incident occurrence.
Trending is the key to success with precision maintenance. At Aerzen USA we make good use of state of the art condition monitoring devices that fit any budget. From low cost vibration sensor based switches to full blown online monitoring systems ranging from IFM Efector's VKS, Octavis and Multiplex devices we have the trending system that will fit anyone's budget.
Read More
Tags:
Aerzen,
positive displacement,
rotating equipment,
compressors,
Aerzen USA,
pd blower,
rotary lobe blower,
pneumatic conveying

Is it not amazing how many different lubricants there are in a industrial or even a municipal waste water treatment plant? At the outset the problem is not all that challenging. Lubrication or maintenance managers usually start by compiling a complete list of machines and the lubricants they need as per their respective operation manuals. So far, so good. Than it starts to get complicated, because maintenance techs, operations people or lubrication crews need to do the actual work and more often than we realize they need to make their own mental notes to remind themselves which machines takes what lubricant. Sometimes people use permanent markers or other devices and leave themselves scribble notes directly on the machines themselves. How many times has that caused any machinery trouble at your plant?
There are many solutions that can help avert such issues. One effective one comes from the Lean Manufacturing program called 5S in which - among other important aspects - lets you sort and mark all items you need to do your job with. This is perfect for lubricants. Visual signals such as color coding bins, drums and cans and using the same colors on markings on the actual equipment will make anyone's life a lot easier and also help you reach the maximum service life of your equipment.
Read More
Tags:
Aerzen,
positive displacement,
compressors,
oil-free screw process gas compressor,
Aerzen USA,
pd blower,
rotary lobe blower,
oil-flooded screw compressor,
pneumatic conveying,
aeration